

Россия
УДК 69.003.12 Примерная оценка строительства. Предварительные сметы
3D-печать занимает все большую долю рынка в строительной отрасли. Увеличивающееся с каждым годом количество реализованных проектов остается в большей степени практическим опытом, не имеющим достаточного нормативно-технического сопровождения для последовательного описания области применения аддитивного строительного производства (АСП), организации и технологии выполнения работ, требованиям к качеству выполнения работ, потребности в материально-технических ресурсах, технике безопасности и охране труда, а также технико-экономических показателей. Целью данной статьи является обзор и анализ технологии АСП с рассмотрением практического опыта применения 3D-принтера при создании отдельных сборных элементов строительных конструкций и оценка перспективности дальнейшего применения рассматриваемой технологии с выявлением направлений развития и вопросов для более детального дальнейшего рассмотрения. Методология обзора и анализа заключалась в определении роли и места АСП среди представленных на строительном рынке технологий, сборе данных практического опыта применяющих его российских компаний и выявлении отсутствующих наработок, которые препятствуют повсеместному внедрению и раскрытию потенциала используемой технологии аддитивного производства. Изготовление сборных конструкций представлено с двух разных подходов с точки зрения расположения 3D-принтера: в цеховых условиях в отдельном ангаре и в отдельном возимом контейнере. В статье указаны ограничения с точки зрения технологической и организационной базы, препятствующие скорому и успешному внедрению рассматриваемой технологии для массового производства сборных элементов строительных конструкций. Решение существующих на текущий момент сложностей позволит в будущем создать условия для изготовления и выпуска качественной готовой строительной продукции, а также контроль производственных процессов на всех этапах.
3D-печать, аддитивные технологии, аддитивное строительное производство, автоматизация строительства, 3D-принтер, сборные элементы, 3D-печать бетоном
Введение
На сегодняшний день строительная отрасль довольно мало автоматизирована в производственных процессах непосредственно на строительной площадке и все еще характеризуется большой трудоемкостью и трудозатратами при возведении зданий и сооружений [1-2]. Одной их технологий, способных увеличить автоматизацию при изготовлении изделий строительных конструкций является аддитивное строительное производство (АСП). АСП или 3D-печать является инновационной технологией, заключающейся в создании отдельных строительных конструкций и изделий путем экструзии материала по заранее подготовленному заданию на печать в виде G-кода на основе трехмерной модели создаваемого объекта [3-4]. Среди всех технологий аддитивного производства в строительной отрасли наибольшее развитие получила технология послойного формирования объекта посредством экструзии строительной смеси на основе минеральных вяжущих [3]. К преимуществам рассматриваемой технологии относятся возможность производства более сложных криволинейных объектов, уменьшение затрат, отходов и времени, а также повышение безопасности труда на строительной площадке [1-6].
АСП согласно п. 5.13 СП 70.13330.2012 Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87 (с Изменениями № 1, 3-7) является одним из специальных методов бетонирования [7]. То есть АСП рассматривается как один из методов укладки бетонной смеси при возведении конструкций. Процесс укладка бетонной смеси происходит с помощью выдавливания бетонной смеси через печатающую головку после поступления смеси с требуемыми характеристиками через систему подачи. При этом в качестве основного задействованного оборудования выступает 3D-принтер с экструдером [1].
Несмотря на наличие недавно актуализированного документа и специально разработанных ГОСТов [8-10], содержащих упоминания 3D-печати бетоном, АСП все еще требует обеспечения нормативно-технической базы для дальнейшего внедрения. Введение новой и переработка существующей нормативно-технологической документации является одной из первоочередных задач, включающих в себя, в том числе: стандарты на сырьевые смеси, на методы контроля и на аддитивные установки [4,11].
По мобильности рассмотрим два различных 3D-принтера:
- Цеховой 3D-принтер;
- Возимый 3D-принтер в контейнере.
Первый вид оборудования стационарный и имеет ряд особенностей, среди которых можно выделить возможность 3D-печати готовых сборных элементов в цеховых условиях, что исключает влияние неблагоприятных климатических условий и делает производство всесезонным. Цеховой 3D-принтер компании «3Д Технолоджи» показан на рисунке 1.

Рис. 1. Цеховой 3D-принтер (иллюстрация автора)
Второй вид оборудования относится к возимым и позволяет доставлять 3D-принтер в контейнере непосредственно на строительную площадку, уменьшать влияние неблагоприятных климатических условий по сравнению с полевым 3D-принтером, но имеет ограничения по размеру изготавливаемых элементов по размеру контейнера. 3D-печать с использованием теплой воды идет до +10 градусов внутри контейнера с применением технологии инфракрасного прогрева бетона. Возимый 3D-принтер в контейнере компании «Три оси» показан на рисунке 2.

Рис. 2. Возимый 3D-принтер в контейнере (иллюстрация автора)
Не рассматриваемый более детально, но имеющий широкое применение полевой 3D-принтер по конструкции аналогичен цеховому, но доставляется, собирается и печатает строительные конструкции непосредственно на строительной площадке. При этом работа строительного полевого 3D-принтера заканчивается в среднем на месяц раньше возимого. Вопрос зимнего бетонирования решается устройством «тепляка» для полевого 3D-принтера или производственными работами в цеху.
Цеховой 3D-принтер и возимый 3D-принтер в контейнере имеют одинаковый пространственный метод работы – печатающая головка перемещается по портальным конструкциям 3D-принтера. Первый вид подобен стационарному козловому крану, а второй – мостовому. При этом они отличаются по месту производства изделий строительной продукции. Вопрос вида применяемого 3D-принтера диктуется условиями строительства.
Материалы и методы
Хотя АСП может применяться при изготовлении различных видов строительной продукции, основным недостатком является возможность возведения только вертикальных конструкций в ограниченной рабочей зоне [5]. Кроме того, установка строительного 3D-принтера в рабочее положение и его калибровка требует определенных затрат на подготовительный период [1].
Область применения АСП на текущем этапе внедрения ограничена изготовлением готовых элементов стен малоэтажных зданий (до двух этажей) с эксплуатируемой кровлей. При этом с применением 3D-печати бетоном остальные конструкции зданий, такие как фундаменты, плиты перекрытия и покрытия возводятся по традиционной технологии. При необходимости плиты перекрытий можно выполнять сборными – по материальным затратам это будет сопоставимо, по трудоемкости и времени производства немного дольше.
Основные этапы строительного процесса при возведении зданий с использованием АСП незначительно отличаются от традиционных и зависят от выбора места проведения работ. Последовательность технологических операций при создании элементов строительной продукции описана в исследованиях [3], остановимся же на операциях, непосредственно связанных с работой 3D-принтера, и выявим отличия в зависимости от вида используемого оборудования.
Последовательность технологических операций при использовании первого вида 3D-принтера (цехового 3D-принтера):
- Включение, настройка и подготовка 3D-принтера;
- Настройка и подготовка смесительной и насосной станций;
- Изготовление объекта 3D-принтером (3D-печать);
- Очистка и промывка системы подачи строительной смеси;
- Текущее обслуживание 3D-принтера;
- Складирование напечатанной строительной продукции;
- Доставка строительной продукции на строительную площадку;
- Складирование строительной продукции на строительной площадке;
- Укрупнительную сборку и монтаж в проектной положение.
Последовательность технологических операций при использовании второго вида 3D-принтера (возимого 3D-принтера в контейнере):
- Доставка 3D-принтера на строительную площадку;
- Установки 3D-принтера;
- Включение, настройка и подготовка 3D-принтера;
- Настройка и подготовка смесительной и насосной станций;
- Изготовление объекта 3D-принтером (3D-печать);
- Очистка и промывка системы подачи строительной смеси;
- Текущее обслуживание 3D-принтера;
- Складирование строительной продукции на строительной площадке;
- Укрупнительную сборку и монтаж в проектной положение.
Последовательность технологических операций при использовании двух различных видов строительного 3D-принтера отличается транспортными и вспомогательными работами. Производимые на сегодняшний день с помощью цехового 3D-принтера стеновые блоки разные по номенклатуре, при этом максимальные размеры 500х3000х800 мм (ширина х длина х высота), и весом 200-500 кг.
В обоих случаях следует решить вопрос создания четкой номенклатуры печатаемых элементов, основных узлов стыков конструкций, конструктивных узлов, а также предусмотреть возможность взаимозаменяемости печатаемых элементов и оптимизацию последовательности выполнения операций с учетом необходимости новых схем монтажа. Кроме общих требований к проекту производства работ (ППР) при использовании 3D-принтера также необходимо предусматривать и особенности для обоих видов 3D-принтеров.
При доставке возимого 3D-принтера используется морской контейнер с наружными размерами 24х11,8 м. Рабочее поле внутри контейнера 8х10 м. В отличие от портального полевого 3D-принтера возимый 3D-принтер не требует сборки. Транспортировка возимого 3D-принтера в контейнере осуществляется с помощью тягача. Трудоемкость доставки контейнера невелика. Для погрузочно-разгрузочные работ необходимо предусмотреть ровную площадку 8х15 м. После доставки контейнера на строительную площадку в среднем уходит еще 1-2 часа на подготовку, в течение которой положение горизонта печати контейнера выравнивают, после чего можно уже начинать печатать. Рядом с контейнером находится раскладной шатер для приготовления смеси и организованные системы водоснабжения и водоотведения.
Перед началом монтажа напечатанных элементов стен в проектной положение необходимо заранее подготовить плитный или ленточный фундамент. Во втором случае дополнительно устраивается бетонная подготовка толщиной 100-300 мм. При необходимости делаются выпуски арматуры из фундаментной плиты.
Сборка стеновых панелей одноэтажных зданий происходит с применением манипулятора, для двухэтажных зданий используется кран. Захват и подъем напечатанных элементов происходит с помощью заранее предусмотренных монтажных петель (рисунок 3). Всего на строительной площадке требуется 3 человека, включая оператора 3D-принтера, оператора по работе со строительной смесью и машиниста. Сборку напечатанных элементов необходимо проводить в соответствии с разработанной организационно-технологической документацией.

Рис. 3. Монтажные петли (иллюстрация автора)
После установки напечатанных стеновых блоков в проектное положение согласно схеме сборки и монтажа во внутреннее пространство укладывается полистиролбетон марки D300-450 толщиной около 400 мм, что позволяет без дополнительного утепления наружных ограждающих конструкций обеспечивать тепловую защиту здания (рисунок 4). Швы затираются тем же составом для 3D-печати, обычной штукатурной смесью на основе песка или цемента или монтажной пеной для блоков. Особое внимание уделяется стыку между нижним рядом сборных элементов конструкций и фундаментной плитой, который заделывается с помощью клея для камня для фасадных работ. Как и при строительстве с помощью традиционной технологии предусмотрена обмазочная гидроизоляция.

Рис. 4. Заполнение сборных стеновых элементов полистиролбетоном (иллюстрация автора)
В результате получается каркасное здание с несущими колоннами, возведенными с применением несъемных сборных опалубочных блоков, изготовленных с помощью аддитивного строительного производства (рисунок 5). При этом сборные блоки являются самонесущими ограждающими конструкциями здания, удовлетворяющими основным предъявляемым к ним требованиям.

Рис. 5. Здания, стены которых смонтированные из напечатанных на 3D-принтере сборных элементов (иллюстрация автора)
Наряду с этим, в случае длительных транспортировок, имеет место укладка полистеролбетона непосредственно в цеху через 12 часов после окончания процесса печати и с выдерживанием еще около 12-24 часов до начала транспортировки. Из-за нехватки нормативно-технической документации на применяемые в АСП материалы и уход за ними практика эксплуатации показала, что в случае последующей сборки в условиях отрицательных температур на строительной площадке следует увеличить выдерживание напечатанных сборных образцов в ангаре до 7 дней.

Рис. 6. Складирование сборных стеновых элементов (иллюстрация автора)
Армирование печатаемых конструкций выполняется с помощью металлической или композитной арматуры, просечным листом или сеткой. Также применяются различные скобки. Конструктивные особенности здания включают в себя устройство внутри пространства двух ограждающих напечатанных слоев несущих колонн с армированием каркасами со стержнями диаметром 12 мм, которые связываются с арматурными выпусками фундаментной плиты. Выпуски армирования колонн предусматривают дальнейшее соединение с арматурными стержнями монолитных перекрытий. Материалом для несущих колонн и перекрытий обычно является бетон марки B25.
Особенности отделки – после возведения стен с помощью 3D-принтера в качестве наружной отделки требуется только покрытие специальной краской для защиты от атмосферных осадков и внешних воздействий (рисунок 7).

Рис. 7. Сборные стеновые элементы после монтажа (иллюстрация автора)
Результаты
После окончания выполнения работ полученные с помощью АСП изделия необходимо подвергать процедуре проведения контроля качества для получения более качественной продукции [5]. На сегодняшний день отсутствует единая разработанная система контроля качества для рассматриваемой технологии. Для начала необходимо разработать состав и порядок операций, а также средства их контроля для снижения образования дефектов в процессе 3D-печати и уменьшения отклонений печатаемых изделий после ее завершения [3,5]. Для этого требуется учитывать особенности технологии производства, что обуславливается в большей степени видом применяемого при АСП сырьевого материала.
Процесс АСП разбивается на простые операции, среди которых необходимо выделить те, которые являются контролируемыми и должны быть рассмотрены при формировании карты контроля качества в процессе 3D-печати. На сегодняшний день методы, объем и средства контроля качества данной технологии рассмотрены в первом приближении на этапах входного, операционного и приемочного контроля [3].
При этом в нормативной литературе [7] регламентируются предельные допуски прямолинейности и местные неровности, а также недопуски разрыва и разнотолщинности слоев; кроме того, допускается обнажение поддерживающей структуры. Дальнейшая разработка нормативной литературы, регулирующей контроль качества получаемой с помощью АСП строительной продукции, позволит увеличить их надежности, безопасности и долговечности, что будет способствовать дальнейшему внедрению инновационной технологии [5]. Помимо этого, необходимо разработать и внедрить первичные документы по стандартизации строительных изделий, изготавливаемых посредством 3D-печати бетоном [4].
В нормативной литературе описаны основные методы определения показателей качества материалов для АСП, включая испытания стойкости к оплыванию, прокачиваемости и прочности сцепления слоев (сплошность) [9]. Для обеспечения комплексного подхода оценки стабильности слоя смеси после формования имеет место введение критериев и методик, которые были бы основаны на определении величины просадки и оценки вязкопластических свойств смесей для 3D-печати и уже находят практическое применение в разработках ученых [2,12]. Высокой практической значимостью обладает разработанный экспресс-метод универсального оперативного метода оценки реологических характеристик смесей для строительной 3D-печати, который может успешно использоваться во внелабораторных условиях непосредственно на строительной площадке [12].
Важно отметить, что уже были предприняты успешные попытки классификации и описания дефектов, повреждений и несоответствия для бетонов, растворов и строительных изделий, получаемых с помощью 3D-печати бетоном [5]. Их внедрение и распространение также будет способствовать расширению номенклатуры строительных изделий, изготавливаемых посредством АСП [5].
При работе со строительным 3D-принтером должна обеспечиваться безопасность. Для этого требуется дополнительно разработать соответствующие требования, связанные как с производственными процессами, так и с применяемым оборудованием. Доставка, монтаж и перемещение 3D-принтера должно производиться безопасными способами производства погрузочно-разгрузочных работ. При эксплуатации 3D-принтера необходимо соблюдать правила пожарной, санитарной и взрыво- безопасности. Обслуживающий персонал должен иметь необходимые знания и навыки для работы с ним, пройти обучение, иметь квалификацию и обеспечивать безаварийную и безопасную работу оборудования.
Обсуждение
Модульное и сборное строительство в контексте внедрения АСП имеет ряд таких преимуществ, как сокращение периода строительства, увеличение качества и точности изготавливаемых конструкций, экономии трудовых и материальных ресурсов и уменьшения количества отходов от строительного производства.
В данной статье в ходе комплексного обзора технологии АСП при изготовлении сборных элементов конструкций опускается вопрос зависимости между применяемыми видами используемого 3D‑принтера и эффективностью их работы, принимая к рассмотрению фактический опыт российских компаний [6].
Необходимо разработать оптимальные схемы размещения складируемых конструкций и материалов относительно размещаемого на строительной площадке полевого 3D-принтера или контейнера для обеспечения наиболее эффективного перемещения оператора 3D-принтера с фиксированными безопасными местами для операционного контроля процесса 3D-печати. Организация рабочего места оператора 3D-принтера является одним из ключевых вопросов, требующих рассмотрения для обеспечения безопасности, а также повышения производительности труда и качества выполняемых работ.
Одним из многообещающих направлений развития АСП является изготовление сборных конструкций, которые могут быть быстро и легко собраны и смонтированы на строительной площадке [13-15].
Для полноценного внедрения технологии АСП необходимо более детально проанализировать процесс возведения несущего каркаса здания с применением 3D-печати бетоном и операции по изготовлению сборных конструкций. Технологическая последовательность выполнения работ при изготовлении сборных конструкций посредством АСП представлена на рисунке 8 и схожа с традиционными технологиями производства сборных строительных элементов.
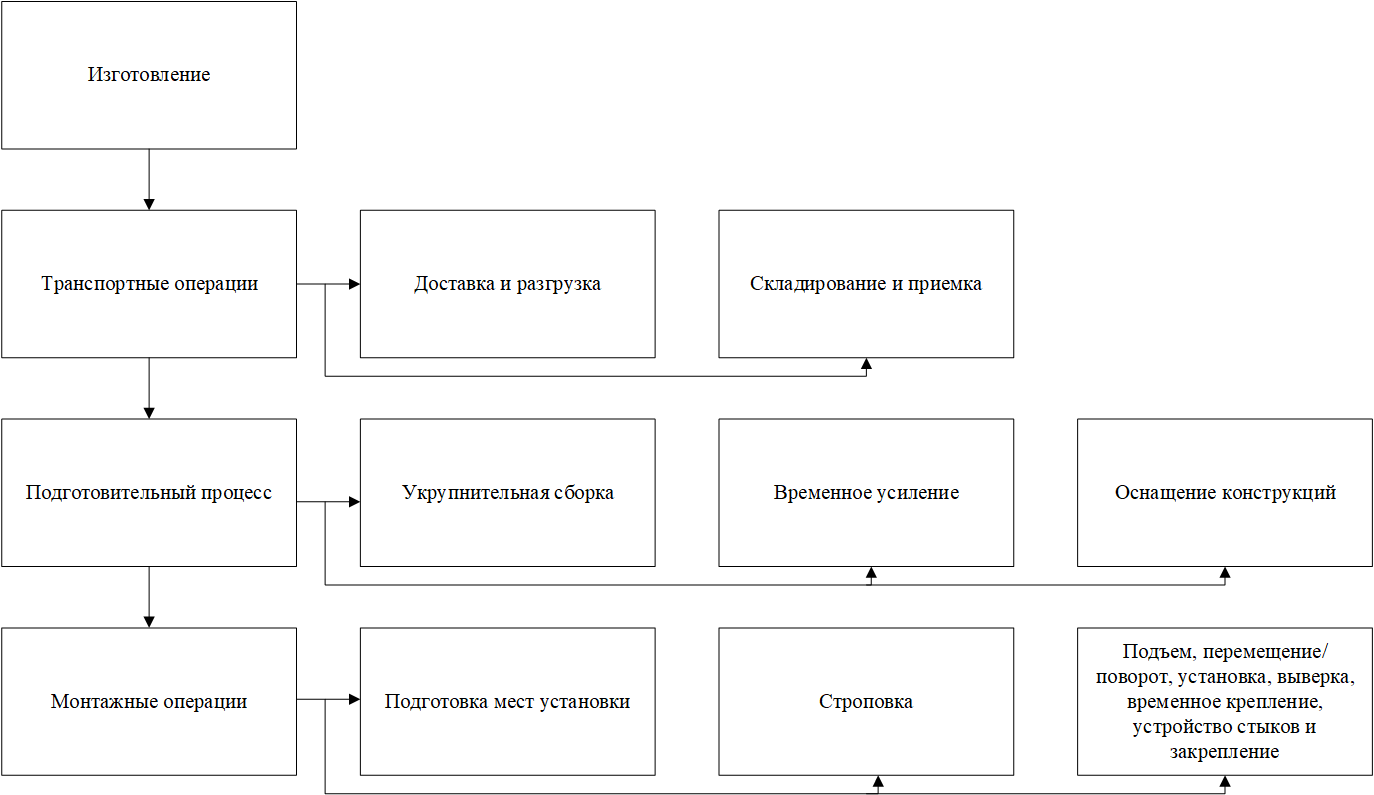
Рис. 8. Технологическая последовательность выполнения работ при изготовлении сборных конструкций посредством АСП (иллюстрация автора)
Кроме того, необходимо провести поверочные расчеты на всех этапах, для чего первостепенно нужно разработать технологические карты с последовательностью, этапами и особенностью возведения зданий и сооружений из сборных строительных конструкций, изготовленных методом 3D-печати.
Дополнительно следует отметить необходимость проверки строповочных (монтажных) петель при разработке номенклатуры печатаемых элементов, так как в противном случае в процессе подъема, поворота и перемещения груза сборная конструкция может прийти в ограниченное работоспособное или неработоспособное состояние [16]. Наряду с проводимыми расчетами в различных ПК-комплексах основные для проведения расчеты можно свести к алгоритму проектирования самих петель, показанном на рисунке 9 [17]. Исходные данные для проведения расчетов должны включать способы строповки и схемы строповок. Причем проектирование строповочных петель должно являться частью разработки номенклатуры печатаемых сборных элементов и согласовываться с технологическими схемами монтажа.
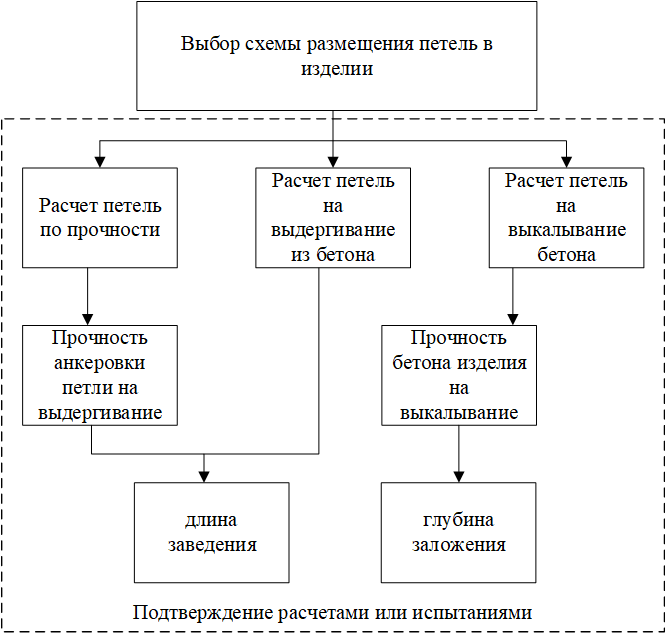
Рис. 9. Алгоритм проверки строповочных петель (иллюстрация автора)
Наряду с указанными выше аспектами разработки организационно-технологической документации, предстает необходимым формирование методических подходов к нормированию затрат труда и машинного времени, что позволит более достоверно оценить технико-экономические показатели и провести более верифицируемое и доказательное сравнение [11,18-19].
Применение 3D-печати бетоном в сборном и модульном строительстве подтверждается рядом успешно реализованных проектов, которые, согласно утверждению их авторов, имеют ряд преимуществ, включая уменьшение периода строительства, трудозатрат и трудоемкости, строительных отходов, расходов на строительство и общей стоимости возводимых зданий и сооружений [2,11]. Основная область применения АСП к настоящему времени в большей степени охватывает 3D-печать бетоном несъемной опалубки стен или готовых стеновых модульных блоков [2].
Заключение
В ходе проведенного анализа АСП при возведении зданий и сооружений были выявлены основные направления развития рассматриваемой технологии в контексте внедрения технолого-организационных мероприятий.
Всестороннее исследование и развитие АСП позволит расширить ее область применения, подготовить высококвалифицированных специалистов, повысить качество и степень проработки реализуемых проектов, что также приведет к разработке нормативно-правовой и технологической документации, связанной с 3D-печатью. Нехватка должного уровня стандартизации является одним из факторов, сдерживающих массовое внедрение технологии АСП [2,4].
Сборное и модульное строительство зданий и сооружений, конструктивные элементы которых изготовлены с помощью АСП, является новаторской технологией. Данная технология может решить проблемы нехватки индивидуального жилищного строительства в районах, подверженных климатическим рискам, стихийным бедствиям и иным катастрофам, а также в сложно доступных районах Севера и районах, пострадавшим в ходе ЧП [20].
Работа выполнена при содействии компаний ООО «3Д Технолоджи» (Россия, г. Москва) и ООО «Три оси» (Россия, г. Москва).
1. Мухаметрахимов, Р. Х. Аддитивная технология возведения зданий и сооружений с применением строительного 3D-принтера / Р. Х. Мухаметрахимов, И. М. Вахитов // Известия Казанского государственного архитектурно-строительного университета. – 2017. – № 4(42). – С. 350-359. EDN: https://elibrary.ru/ZTSUTN
2. Иноземцев, А. С. Анализ существующих технологических решений 3d-печати в строительстве / А. С. Иноземцев, Е. В. Королев, Т. К. Зыонг // Вестник МГСУ. – 2018. – Т. 13, № 7(118). – С. 863-876. – URL: https://doi.org/10.22227/1997-0935.2018.7.863-876. EDN: https://elibrary.ru/XUWKRV
3. Мухаметрахимов, Р. Х. Технология и контроль качества строительной 3D-печати / Р. Х. Мухаметрахимов, Л. В. Зиганшина // Известия Казанского государственного архитектурно-строительного университета. – 2022. – № 1(59). – С. 64-79. – URL: https://doi.org/10.52409/20731523_2022_1_64. EDN: https://elibrary.ru/BZJGUO
4. Мухаметрахимов, Р. Х. Нормативное регулирование аддитивных технологических процессов в строительстве / Р. Х. Мухаметрахимов, Л. В. Лукманова // Ресурсоэнергоэффективные технологии в строительном комплексе региона. – 2019. – № 11. – С. 282-286. EDN: https://elibrary.ru/RURRLW
5. Мухаметрахимов, Р. Х. Виды дефектов бетонов и растворов в технологии аддитивного строительного производства / Р. Х. Мухаметрахимов, Л. В. Зиганшина // Известия Казанского государственного архитектурно-строительного университета. – 2024. – № 1(67). – С. 107-116. – URL: https://doi.org/10.48612/NewsKSUAE/67.11. EDN: https://elibrary.ru/OJRGGB
6. Славчева, Г. С. Комплексная оценка конкурентоспособности строительных 3D-принтеров / Г. С. Славчева, И. И. Акулова, П. Ю. Юров // Вестник Белгородского государственного технологического университета им. В.Г. Шухова. – 2023. – № 1. – С. 8-18. – URL: https://doi.org/10.34031/2071-7318-2022-8-1-8-18. EDN: https://elibrary.ru/DELLBK
7. Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87 : Свод правил СП 70.13330.2012 : утверждён приказом Федерального агентства по строительству и жилищно-коммунальному хозяйству (Госстрой) от 25 декабря 2012 г. № 109/ГС и введён в действие с 1 июля 2013 г. // Федеральное агентство по техническому регулированию и метрологии (Росстандарт). – URL: https://docs.cntd. ru/document/1200097510 (дата обращения: 01.12.2025).
8. Материалы для аддитивного строительного производства. Термины и определения : ГОСТ Р 59095-2020 : утверждён приказом Росстандарта от 9 октября 2020 года № 789-ст и введён в действие с 1 апреля 2021 г. // Федеральное агентство по техническому регулированию и метрологии (Росстандарт). – URL: https://docs.cntd.ru/document/566277459 (дата обращения: 01.12.2025).
9. Материалы для аддитивного строительного производства. Методы испытаний : ГОСТ Р 59096-2020 : утверждён приказом Росстандарта от 9 октября 2020 года № 790-ст и введён в действие с 1 апреля 2021 г. // Федеральное агентство по техническому регулированию и метрологии (Росстандарт). – URL: https://docs.cntd.ru/document/566277460 (дата обращения: 01.12.2025).
10. Материалы для аддитивного строительного производства. Технические требования : ГОСТ Р 59097-2020 : утверждён приказом Росстандарта от 9 октября 2020 года № 791-ст и введён в действие с 1 апреля 2021 г. // Федеральное агентство по техническому регулированию и метрологии (Росстандарт). – URL: https://docs.cntd.ru/document/566328382 (дата обращения: 01.12.2025).
11. Акулова, И. И. Методические подходы к нормированию затрат на эксплуатацию машин и механизмов для строительного 3D-принтера / И. И. Акулова, Г. С. Славчева // Жилищное строительство. – 2019. – № 11. – С. 26-30. – URL: https://doi.org/10.31659/0044-4472-2019-11-26-30. EDN: https://elibrary.ru/MFNLDR
12. Славчева, Г. С. Строительная 3D-печать: оперативный метод контроля реологических характеристик смесей / Г. С. Славчева, Е. А. Бритвина, А. И. Ибряева // Вестник Инженерной школы Дальневосточного федерального университета. – 2019. – № 4(41). – С. 134-143. – URL: https://doi.org/10.24866/2227-6858/2019-4-14. EDN: https://elibrary.ru/QMEYFK
13. Building Envelope Prefabricated with 3D Printing Technology / S. Volpe, V. Sangiorgio, A. Petrella, A. Coppola, M. Notarnicola, F. Fiorito // Sustainability. – 2021. – Vol. 13, No. 8923. – URL: https://doi.org/10.3390/su13168923. EDN: https://elibrary.ru/WOSXBE
14. Fast Complexity: Additive Manufacturing for Prefabricated Concrete Slabs / A. Anton, A. Jipa, L. Reiter, B. Dillenburger // In Second RILEM International Conference on Concrete and Digital Fabrication, RILEM Bookseries, Springer: Cham, Switzerland, – 2020. – Pp. 1067–1077. DOI: https://doi.org/10.1007/978-3-030-49916-7_102
15. BIM integration in prefabricated additive construction projects, case study / L. M. Henao-Rios, A. Orobio, W. Campaña // Journal of Building Pathology and Rehabilitation. – 2026. – Vol. 11, No. 14. – URL: https://doi.org/10.1007/s41024-025-00678-6. EDN: https://elibrary.ru/DUYXNB
16. Дмитриев, А. В. Действие крановой нагрузки на плиту перекрытия, изготовленную при помощи 3D-принтера / А. В. Дмитриев, И. О. Разов // Жилищное строительство. – 2024. – № 3. – С. 3-7. – URL: https://doi.org/10.31659/0044-4472-2024-3-3-7. EDN: https://elibrary.ru/NHHDYJ
17. TP 94-2003 Строповочные петли сборных бетонных и железобетонных конструкций, конструирование, расчет и испытания. Технические рекомендации : Приказ Департамент градостроительной политики, развития и реконструкции города Москвы от 18.09.2003 № 179 // Электронный фонд актуальных правовых и нормативно-технических документов «Кодекс». – URL: https://docs.cntd.ru/document/456015576 (дата обращения: 01.12.2025).
18. Галишникова, В. В. Технико-экономическое сравнение строительства зданий с применением аддитивной и традиционной технологий производства / В. В. Галишникова, А. И. Коренева // Строительное производство. – 2025. – № 2. – С. 118-127. – URL: https://doi.org/10.54950/26585340_2025_2_118. EDN: https://elibrary.ru/LPZOQY
19. Акулова, И. И. Технико-экономическая оценка эффективности применения 3D-печати в жилищном строительстве / И. И. Акулова, Г. С. Славчева, Т. В. Макарова // Жилищное строительство. – 2019. – № 12. – С. 52-56. – URL: https://doi.org/10.31659/0044-4472-2019-12-52-56. EDN: https://elibrary.ru/PPGWSW
20. Пузатова, А. В. 1.4. Применение аддитивных строительных технологий в условиях Арктики / А. В. Пузатова, М. А. Дмитриева, В. Н. Лейцин // Современные проблемы строительства : Коллективная монография. – Санкт-Петербург - Калининград : Русская христианская гуманитарная академия им. Ф.М. Достоевского, 2025. – С. 41-58. DOI: https://doi.org/10.23947/2949-1835-2025-4-3-25-32; EDN: https://elibrary.ru/OCGJHD
